

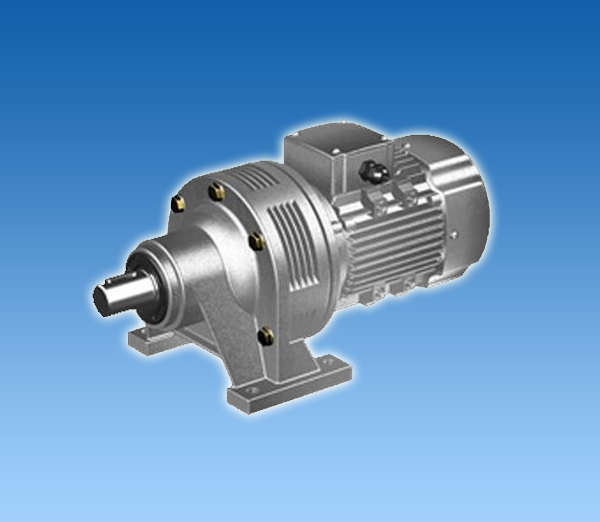
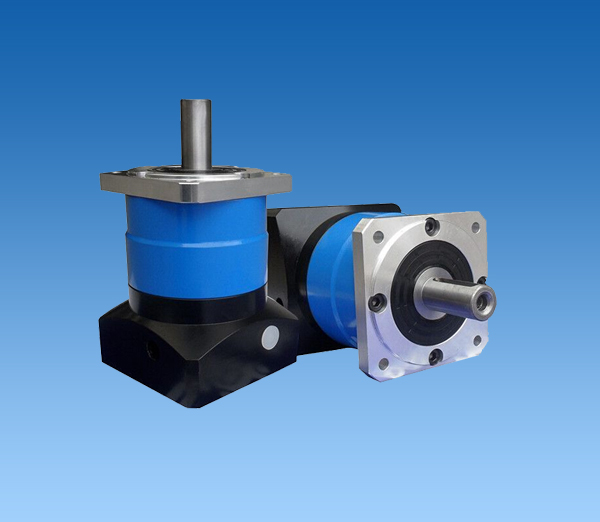
產品概述: 上海諾廣減速機廠生產 S系列斜齒輪蝸輪蝸桿減速

產品特點:
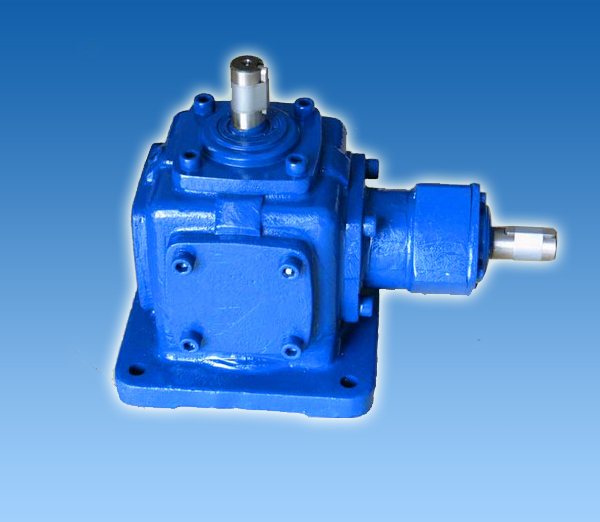
T螺旋錐齒輪換向器產品特點: &
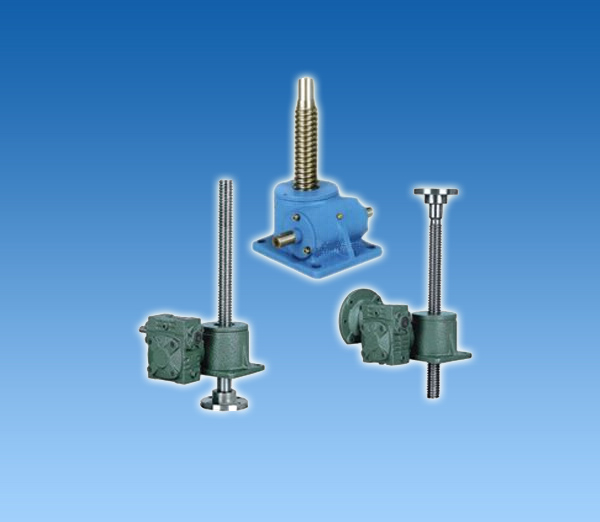
產品特點: 上海諾廣減速機廠生產 SWL絲桿升降機
使用范圍:
產品說明: 1、按輸出方向分主要有兩種:直線
齒輪減速機在使用過程中因使用不但、超負載運行及長時間運行燈、等原因可能會照成輸出軸斷裂,換一根輸出軸成本太高,掌握一些應急辦法,也能解決一些棘手問題。接下來我們就來看看該怎么修復斷裂的齒輪減速機的電機輸出軸。
由于需焊接的區域較大,為了減輕焊接變形,提高焊接后的質量,我們可以采取焊前預熱措施,先對焊料進行相應的熱處理,以減慢焊縫的冷卻速度,方便氫氣的擴散,能有效的防止產生冷裂紋及變形。熱處理后再對焊接部位進行加工,達到此軸原有的標準。
我們對此軸采用手工電弧焊接方法。為提高焊縫的抗裂性能及強度,焊接材料采用低氫型J507(E5015)堿性焊條進行焊接,焊接前將焊條進行1~2 h烘焙,使其溫度達到350 ℃,然后存放在100~150?℃的保溫箱中,使用時取出放在干燥筒內。Ⅰ、Ⅱ層焊縫用直徑3.2 mm焊條,以減小焊接應力。以后焊縫用直徑4 mm焊條,以提高工作效率。
在將此軸斷裂部位進行打磨后,我們還需要將該軸焊接部位的坡口及鈍邊表面鐵銹、油污、水分及氧化皮清除干凈,預防焊接不緊密。焊接時,為防止焊接變形,應在坡口處加定位塊,以保證焊縫間隙相等。為避免該軸產生焊接變形,定位點焊位置選在定位塊兩側。由于45號鋼的可焊性一般, 焊前采用乙炔火焰將焊縫兩側約50~80 mm的部位預熱到150~200 ℃,以降低整個焊接區域的冷卻速度,防止產生裂紋。
焊后因采用石棉覆蓋保溫,以降低淬硬程度,避免脆裂。 為消除焊接應力,可用乙炔火焰將焊縫區加熱至350~550 ℃,埋在熱砂或者白灰中緩慢冷卻,直至冷卻到常溫。 焊接處外觀要求整齊美觀,焊縫均勻,無氣孔、夾渣、未熔合、飛濺和咬邊現象。檢查外觀合格后,將輸出軸焊接部位重新車外圓和端面至要求尺寸即可。
好了,完好的修復斷裂的齒輪減速機的電機輸出軸,難度不大,只要掌握好焊接力度,可以省下購買新的輸出軸費用,其實只要我們動起手來,萬事不難,還增添了不少知識。當然,最好就是按說明使用齒輪減速機的電機,避免發生齒輪故障。
以上就是關于齒輪減速機的行業分享,希望大家能夠喜歡。
更多關于齒輪加工、渦輪蝸桿加工,敬請關注我們,隨時掌握行業新動態!
上一篇:齒輪減速機的這些小問題解決很容易
下一篇:淺談齒輪減速機電機結構


在線客服1:
在線客服2:
商務客服:
服務時間:
9:00-18:00(工作日)


