

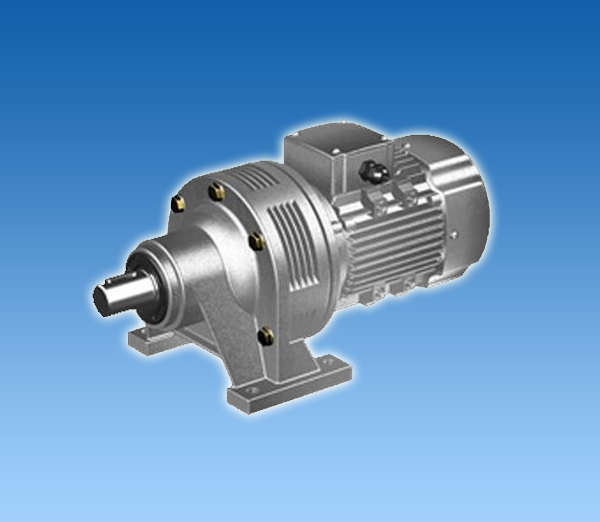
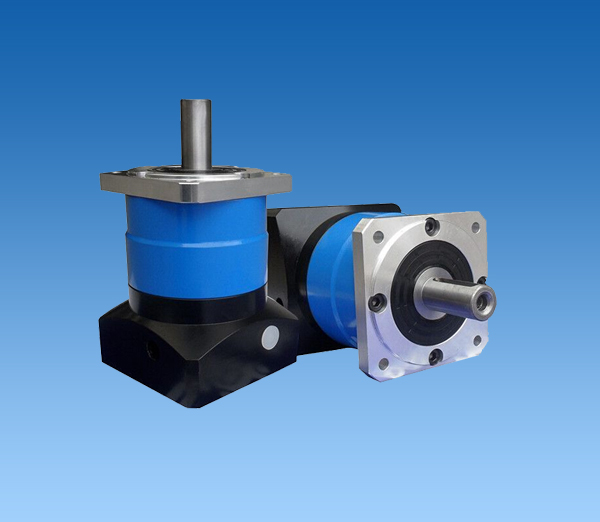
產(chǎn)品概述: 上海諾廣減速機(jī)廠生產(chǎn) S系列斜齒輪蝸輪蝸桿減速

產(chǎn)品特點(diǎn):
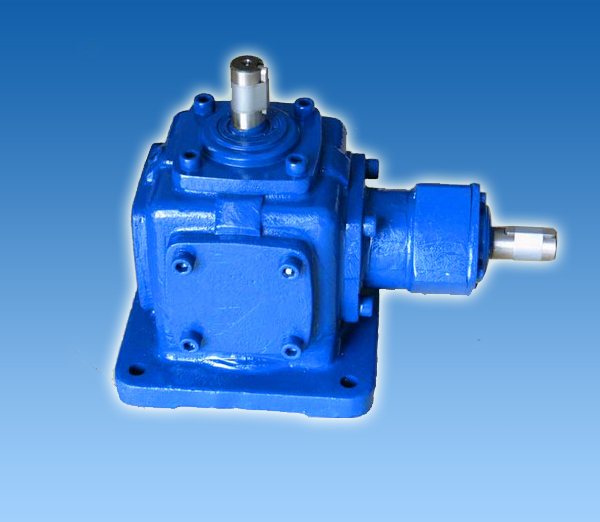
T螺旋錐齒輪換向器產(chǎn)品特點(diǎn): &
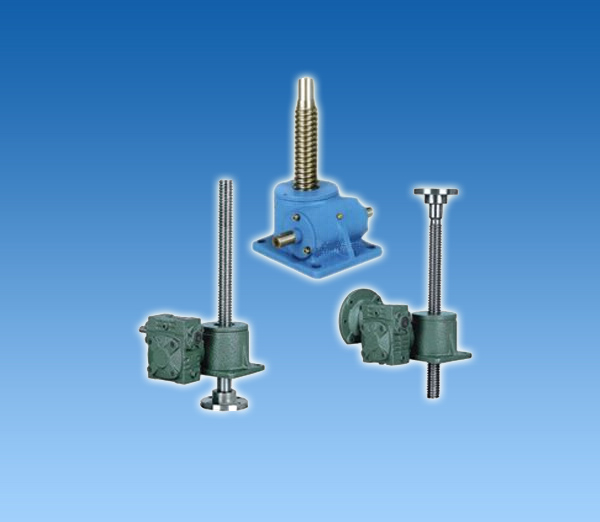
產(chǎn)品特點(diǎn): 上海諾廣減速機(jī)廠生產(chǎn) SWL絲桿升降機(jī)
使用范圍:
產(chǎn)品說明: 1、按輸出方向分主要有兩種:直線
減少齒輪傳動(dòng)噪音應(yīng)我們?cè)谑褂眠^程中應(yīng)該注意以下幾個(gè)方面:
1、控制齒輪的精度
2、控制原材料的質(zhì)量
無論通過何種途徑,原材料到廠后都要經(jīng)過嚴(yán)格的化學(xué)成分檢驗(yàn)、晶粒度測(cè)定、純潔度評(píng)定。其目的是及時(shí)調(diào)整熱處理變形,提高齒形加工中的質(zhì)量。
3、防止熱處理變形: 齒坯在粗加工后成精鍛件,進(jìn)行正火或調(diào)質(zhì)處理,以達(dá)到:
1.軟化鋼件以便進(jìn)行切削加工;
2.消除殘余應(yīng)力;
3.細(xì)化晶粒,改善組織以提高鋼的機(jī)械性能;
4.為最終能處理作好組織上的準(zhǔn)備。應(yīng)注意的是,在正火或調(diào)質(zhì)處理中,一定要保持爐膛溫度均勻,以及采用工位器具,使工件均勻地加熱及冷卻,嚴(yán)禁堆放在一起。需鉆孔減輕重量的齒輪,應(yīng)將鉆孔序安排在熱處理后進(jìn)行。齒輪的最終熱處理采用使零件變形較小的齒面高頻淬火;高頻淬火后得到的齒面具有高的強(qiáng)度、硬度、耐磨性和疲勞極限,而心部仍保持足夠的塑性和韌性。為減少變形齒面高頻淬火應(yīng)采用較低的淬火溫度和較短的加熱時(shí)間、均勻加熱、緩慢冷卻。

4、保證齒坯的精度: 齒輪孔的尺寸的精度要求在孔的偏差值的中間差左右分布,定在±0.003~±0.005mm;如果超差而又在孔的設(shè)計(jì)要求范圍內(nèi),必須分類,分別轉(zhuǎn)入切齒工序。 齒坯的端面跳動(dòng)及徑向跳動(dòng)為6級(jí),定在0.01~0.02mm范圍內(nèi)。
5、切齒加工措施
6、文明生產(chǎn): 齒輪傳動(dòng)噪聲有30%以上的原因來自毛刺、磕碰傷。
7、采取其它材料及熱處理、表面處理方式:1.可利用粉末冶金成型技術(shù),齒輪成型后齒部高頻淬火;2.采用墨鑄鐵,齒輪切削加工后,再進(jìn)行軟氮化處理;3.采用40Cr材料,齒輪切削功工后,采用軟氮化處理或齒部鍍銅處理。
綜合所述,要根治齒輪傳動(dòng)噪聲,齒輪材料及熱處理是要本,齒坯精度是保證,齒輪精度是關(guān)鍵,文明生產(chǎn)是基礎(chǔ)。
我公司提供人字齒輪、傘齒輪加工、螺旋傘齒輪加工、正齒輪加工,鏈輪、鏈條加工、蝸輪、蝸桿加工,齒條齒輪加工,同步帶輪,尼龍齒輪、斜齒輪加工等各類配件。以來圖或?qū)崢幼稍儯瑖?guó)產(chǎn)進(jìn)口均可加工。更多的咨詢關(guān)注公司網(wǎng)站:http://www.tjdqht.com/peijian/index-1.html


在線客服1:
在線客服2:
商務(wù)客服:
服務(wù)時(shí)間:
9:00-18:00(工作日)


